
TPU 시트 성형의 과제는 무엇입니까?
TPU 시트 압출기 기계 탄력성, 내마모성, 내후성 및 환경 재활용 성의 조합을 제공하여 의료, 스포츠 및 포장 응용 프로그램에 널리 사용됩니다. 그러나, 넓은 경도 범위 (60에서 Shore D 80까지), 민감한 용융 점도 및 가수 분해 및 열 분해에 대한 감수성은 성형 공정에서 균일 성 제어, 성능 유지 보수 및 공정 안정성의 세 가지 핵심 도전을 초래합니다. 특정 도전, 원인 및 영향은 다음과 같습니다.
1. 원료 전처리 : 수분 조절은 어려운 일이며 시트 품질에 직접적인 영향을 미칩니다.
TPU는 매우 흡습성 중합체입니다. 분자 구조의 우레탄 결합은 물과 쉽게 반응합니다. 원료의 수분 함량을 초과하면 성형 공정에서 일련의 문제가 발생할 수 있습니다. 이것은 TPU 시트 몰딩의 주요 사전 처리 도전입니다. 어려움:
빠른 수분 흡수 및 완전한 제거의 어려움 : 단 1 시간 동안 공기에 노출 된 TPU 펠릿은 수분 함량이 0.03% (허용 가능한 값)에서 0.1% 이상으로 상승 할 수 있습니다. 습도가 60%인 환경에서는 흡수율이 두 배가됩니다. 또한, 수분은 펠릿에 쉽게 침투하여 기존의 건조로 완전히 제거하기가 어렵습니다.
좁은 건조 매개 변수 창 : 건조 온도가 너무 낮은 경우 (<80 ° C), 수분은 완전히 증발 할 수 없습니다. 온도가 너무 높으면 (> 120 ° C), TPU가 조기에 부드러워서 조기에 붙어 "울퉁불퉁 한 응집"을 형성하고 적절한 공급을 방지합니다. 건조 시간이 너무 짧은 경우 (<4 시간), 수분이 남아 있고, 너무 길면 (> 8 시간) (> 8 시간) TPU 분자 사슬이 약간 저하되어 탄성이 줄어 듭니다.
직접적인 충격 : 형성 후, 기포와 핀홀은 시트 표면에 나타납니다 (수분의 고온 기화로 인한)은 내부적으로 형성됩니다 (수분 증기로 인한 융합이 고르지 않아). 심각한 경우, 시트는 박리 될 수 있으며 기계적 특성 (예 : 인장 강도)은 15%-30%감소 할 수 있습니다. II. TPU 시트 압출 성형 : 용융 흐름 및 온도 제어는 핵심 기술 병목 현상
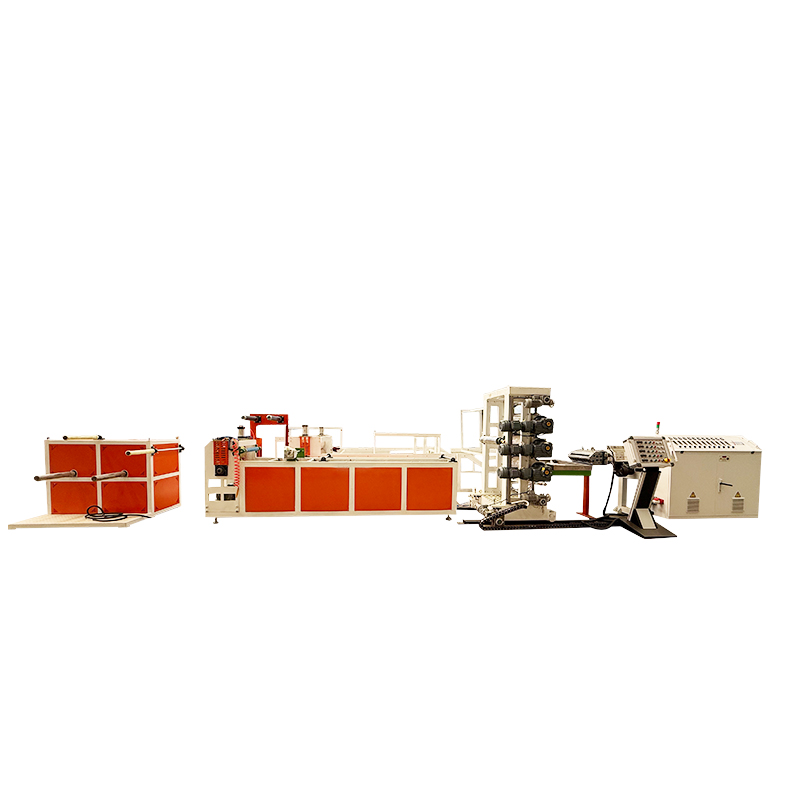
주류 TPU 시트 성형 공정은 "단일 스크류/트윈 스크류 압출과 캘린더링"입니다. 그러나 TPU 용융물은 상당한 비 뉴턴 특성을 나타냅니다 (점도는 온도 및 전단 속도에 민감합니다), 다양한 경도의 TPU의 공정 호환성은 크게 다릅니다. 이로 인해 장비의 주요 작동 문제 인 압출 중 균일 성과 안정성을 제어하기가 어렵습니다.
1. 민감한 용융 점도는 쉽게 고르지 않은 시트 두께로 이어질 수 있습니다.
난이도의 원인 :
TPU의 용융 유량 (MFR)은 온도 변동에 매우 민감합니다. 온도가 10 ° C마다 증가 할 때마다 MFR은 20% -30% 증가 할 수 있습니다 (표준 PP의 경우 5% -10%에 비해). 압출기 배럴의 온도가 섹션에 걸쳐 ± 3 ° C 만 변동하는 경우, 용융 점도는 크게 다르므로 다이 방전 속도가 고르지 않게됩니다. 불량 전단 속도 적응성 : 소프트 TPU (Shore A 60-80)의 점도가 낮습니다. 지나치게 높은 나사 속도 (> 60 rpm)는 용융 파단 (거친 주름과 주름진 재료 표면)을 쉽게 유발할 수 있습니다. 단단한 TPU (Shore D 60-80)는 용융 점도가 높기 때문에 저속 (<30 rpm)은 가소화 불충분 해져서 시트 내에서 펠트 입자를 초래할 수 있습니다.
직접적인 충격 : 시트 두께 편차는 공차를 초과합니다 (허용 가능한 편차 ≤ ± 0.05mm, 종종 ± 0.1mm를 초과). 싱크 자국은 재료가 너무 두껍고 재료가 너무 얇은 지역에서는 파손이 일반적입니다. 이로 인해 의료 필름과 같은 고정밀 애플리케이션에는 시트가 부적합합니다. 2. 열 분해 및 성능 손실을 피하려면 매우 고온 제어 정밀도가 필요합니다.
어려움:

TPU 시트 압출기 기계 열 안정성 범위가 좁습니다. 대부분의 TPU 처리 온도는 200 ° C ~ 230 ° C입니다. 240 ° C 이상의 온도는 분자 사슬 파손 (우레탄 결합의 분해)을 유발하여 COS와 같은 가스를 방출하여 시트에서 "화상 입자"(작은 검은 반점)를 초래합니다. 190 ° C 미만의 온도로 인해 용융 유동성이 불충분하여 다이 캐비티가 충전되지 않아 "부족"이 발생합니다.
배럴 온도 구배 일치는 어렵다 : TPU 압출은 엄격한 "저온 공급-중간 온도가 가소화-고온 균질화"그라디언트 (예 : 공급 섹션에서 180 ° C-190 ° C, 소성 섹션의 200 ° C-210 ° C, 균질화 섹션에서 210 ° C-220 ° C가 필요합니다. 10 ° C 미만의 구배 차이는 고급 가소 화를 초래합니다. 30 ° C보다 큰 구배 차이는 국소 과열 및 분해로 쉽게 이어질 수 있습니다. 직접적인 영향 : 시트 기계적 특성 (예 : 파손시 신장)이 악화되고, 소프트 TPU의 탄성 회복 속도는 90%에서 70% 미만으로 떨어지고, 단단한 TPU의 경도는 5-10 해안 정도 감소합니다. 표면은 (분해 생성물로 인해) 황변이 발생하기 쉬운 외관에 영향을 미칩니다.
셋째, TPU 시트 캘린더링 장비 : 표면 품질 및 치수 안정성의 균형을 맞추기가 어렵습니다.
압출 후, 캘린더 롤러 시스템을 사용하여 TPU 시트는 형성 (두께 및 평평성 제어)이어야합니다. 그러나, TPU는 강한 탄성 메모리 효과 (냉각 후 반등하기 쉬운)와 높은 열 수축률 (일반적으로 3%-5%, PP의 2-3 배)을 갖는다. 이로 인해 캘린더링 프로세스 중에 표면 부드러움과 치수 정확도를 동시에 달성하기가 어려워서 주요 포스트 홀딩 도전을 제시합니다. 난이도 1 : 일치하는 캘린더 롤 온도 및 압력.
캘린더 롤 온도가 너무 낮은 경우 (<60 ° C), TPU 용융물이 롤 표면에서 너무 빨리 냉각되어 롤 표면 질감에 완전히 부착 할 수 없어 무광택과 흐릿한 시트 표면을 초래할 수 없습니다.
압력이 너무 높으면 (> 15mpa), 소프트 TPU는 "롤러 마크 잔류 물"(롤 표면 질감이 너무 깊게 눌려짐)에 걸리며, 하드 TPU는 가장자리에서 "응력 균열"이 발생하기 쉽다. 압력이 너무 낮 으면 (<5mpa) 용융물 내의 기포를 제거 할 수 없어서 시트 밀도가 고르지 않습니다. 난이도 2 : 냉각과 치수 수축 사이의 충돌. TPU 시트가 캘린더 롤러에서 나온 후 (약 80 ° C ~ 100 ° C의 온도에서) "냉각 롤러 어셈블리"에 의해 40 ° C 이하로 빠르게 냉각되어야합니다. 그러나 너무 빨리 냉각하면 시트의 내부 응력 집중이 발생하여 후속 저장 중에 뒤틀림 (예 : 가장자리의 상향 굽힘)이 발생하기 쉽습니다. 너무 느리게 냉각 (> 30 초)으로 TPU가 계속 수축되어 치수 편차가 증가하여 (예 : 세로 방향으로 2% ~ 3% 수축) 후속 절단에 적합하지 않습니다. IV. TPU 시트 장비 적응성 : 기존의 플라스틱 장비는 목표 수정이 필요합니다.
TPU 시트 성형 장비는 기존의 PP/PE 압출 장비를 직접 활용할 수 없습니다. 핵심 구성 요소를 수정해야합니다. 그렇지 않으면 위에서 언급 한 어려움이 악화됩니다. 이것은 숨겨진 장비 수준의 어려움을 나타냅니다.
나사 구조 수정 : 기존 나사 (예 : 그라디언트 나사)는 TPU의 가소 화 효율이 낮고 국소 과열이 발생하기 쉽습니다. 가소 화 균일 성을 향상시키기 위해 "배리어 나사"(추가 혼합 섹션 포함)로 교체해야하지만이 수정은 비용이 많이 듭니다 (단위당 약 50,000 ~ 100,000 위안).
다이 설계 최적화 : 기존의 평면 다이는 방전 포트에서 "용융 보유"가 발생하기 쉽다 (TPU는 장기간 다이의 모서리에 남아있어 열화를 초래한다). 죽은 구역을 줄이려면 "어뢰 머리 다이"가 필요하며 다이 갭을 정확하게 조정할 수 있어야합니다 (정확도 ± 0.01mm). 그렇지 않으면 얇은 TPU 시트에 대해 균일 성을 달성 할 수 없습니다 (두께 <0.1mm).
드로우 오프 및 와인딩 제어 : TPU 시트는 매우 탄력적이며 기존의 드로우 오프 기계의 "일정한 장력 제어"는 불충분합니다. 고장이 발생하기 쉬우 며 (± 5%의 장력 변동은 시트가 늘어나고 변형 될 것입니다), 장력 센서의 실시간 조정과 함께 "서보 모터 트랙션 시스템"으로 교체해야합니다. 와인딩 할 때 "표면 와인딩 방법"도 채택되어야합니다 (중심 와인딩으로 인한 가장자리 주름을 피하기 위해) 장비 투자 비용이 크게 증가합니다.
















