
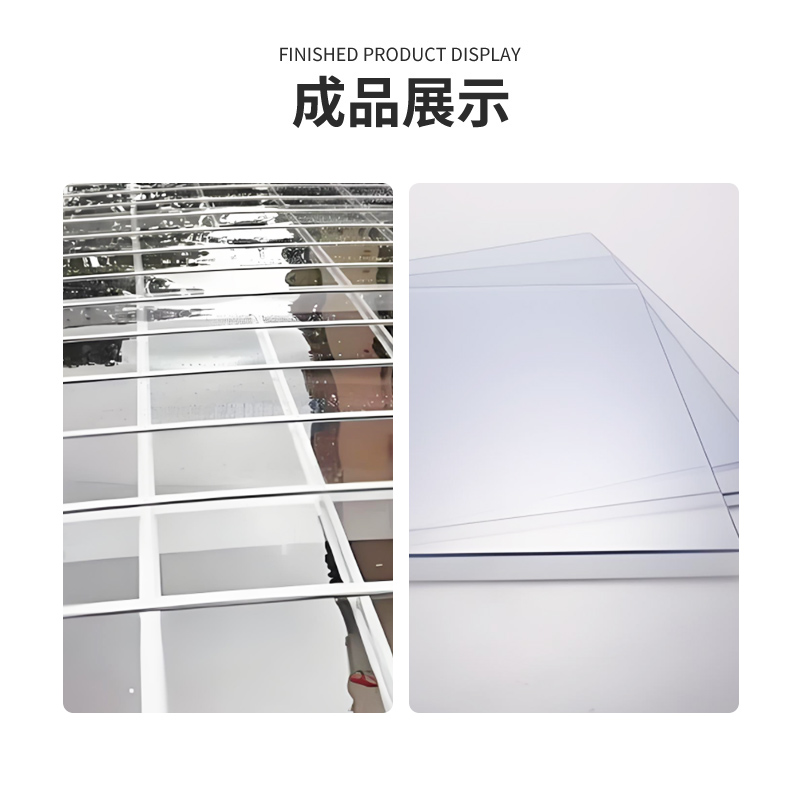
PVC 투명 시트 압출기 기계가 성공적으로 인도되었습니다.


이것은PVC 투명 시트 압출기 기계조지아 고객이 구매했습니다. 제품 폭은 1200mm이고, 두께는 0.05~2mm까지 조절 가능합니다. 생산 과정PVC 투명 시트 압출기 기계 "원료 준비 → 압출기 → 다이 → 3롤 캘린더 → 냉각 지지체 성형 → 견인 → 절단기 → 냉각 지지대 → 검사 및 포장"입니다. 제품에는 투명성이 필요하고 초점이 필요하지 않습니다.
1. PVC 투명 시트 압출기 기계원료 준비
주원료는 PVC 수지분말이며, 가소제, 안정제, 군청을 배합비율에 따라 혼합한 것입니다. 재료를 믹서에 넣고 균일한 분포를 보장하기 위해 100~120℃에서 8~10분간 교반합니다. 그런 다음 원료가 뭉치는 것을 방지하기 위해 차가운 믹서에 넣어 40℃로 식힌다.
2.PVC 투명 시트 압출기 기계압출기 압출
혼합된 원료는 스크류 피더를 통해 이축 압출기로 들어갑니다. 나사의 가열 작용으로 플라스틱이 녹습니다. 용융된 PVC는 T-다이를 통과하여 시트 블랭크를 형성합니다.
3. PVC 투명 시트 압출기 기계냉각 및 성형: 압출된 블랭크는 3롤 캘린더로 들어갑니다. 롤러 온도는 40-60℃입니다. 롤러를 통해 냉각이 이루어지므로 빠르게 굳어집니다. 롤러는 함께 눌러 원하는 시트 두께를 형성합니다. 성형된 시트는 추가 응고를 위해 냉각 지지체로 들어갑니다.
4. PVC 투명 시트 압출기 기계견인 및 절단: 응고된 시트는 견인 기계에 의해 앞으로 견인 구동됩니다. 보다 안정적인 생산 공정을 보장하려면 견인 기계의 속도가 압출기의 속도와 균등하게 일치해야 합니다.















